-


-


-


WeChat

-
WhatsApp


Высококачественный завод по производству двойных врезных моек
2026-06-05
- Выбор врезной мойки из нержавеющей стали: критерии качества для B2B-закупок
- Технические характеристики: толщина стали и марка сплава
- Конструкция двойной врезной мойки: эргономика и функциональность
- Поверхностная обработка и защита от шума
- Сравнение технологий производства: штамповка vs ручная работа
- Логистика и контроль качества при импорте
- Часто задаваемые вопросы
Выбор врезной мойки из нержавеющей стали: критерии качества для B2B-закупок
Рынок кухонного оборудования в 2025–2026 годах демонстрирует устойчивый сдвиг в сторону долговечных решений. Для оптовых покупателей и дистрибьюторов ключевым фактором становится не только цена, но и соответствие продукции строгим стандартам износоустойчивости. Мойка врезная из нержавеющей стали остается самым востребованным продуктом в сегменте HoReCa и массового жилищного строительства благодаря оптимальному балансу стоимости и срока службы. Однако закупка таких изделий у непроверенных поставщиков часто приводит к скрытым убыткам: от брака сварных швов до быстрой потери глянца.
В нашей практике работы с европейскими и азиатскими ритейлерами мы неоднократно сталкивались с ситуацией, когда экономия 5–7% на стоимости единицы товара оборачивалась возвратом до 15% партии из-за дефектов поверхности. Это происходит потому, что визуальный осмотр на заводе не всегда выявляет микротрещины или неравномерную толщину металла. Правильный выбор производителя требует глубокого понимания металлургии и процессов штамповки. В этом руководстве мы разберем технические нюансы, которые отличают качественную продукцию от посредственной, и покажем, как минимизировать риски при формировании заказа.
Технические характеристики: толщина стали и марка сплава
Первый параметр, на который должен смотреть закупщик — это марка нержавеющей стали. На рынке доминируют два типа: AISI 304 и AISI 201. Мойка врезная из нержавеющей стали марки AISI 304 содержит 18% хрома и 8% никеля. Эта комбинация обеспечивает высокую коррозионную стойкость даже при постоянном контакте с агрессивными моющими средствами и кислыми продуктами. Сплав AISI 201, содержащий меньше никеля и больше марганца, дешевле, но подвержен появлению ржавчины в местах сварки и царапин через 12–18 месяцев активной эксплуатации.
Толщина металла напрямую влияет на акустический комфорт и устойчивость к деформациям. Стандартные прессованные мойки имеют толщину 0,8–1,0 мм. Изделия ручной работы (handmade), которые сейчас набирают популярность в премиум-сегменте, изготавливаются из листа толщиной 1,2–1,5 мм. Более толстый металл лучше гасит шум падающей воды и менее подвержен вибрациям. Однако увеличение толщины требует более мощного прессового оборудования или квалифицированной ручной сварки, что повышает себестоимость.
Мы рекомендуем четко специфицировать марку стали в техническом задании. Если ваш целевой рынок — эконом-сегмент, допускается использование AISI 201, но только с обязательным нанесением защитного полимерного покрытия на нижнюю часть чаши. Для проектов среднего и высокого класса использование AISI 304 является безальтернативным стандартом. Отклонение от этой нормы приведет к рекламациям со стороны конечных потребителей.
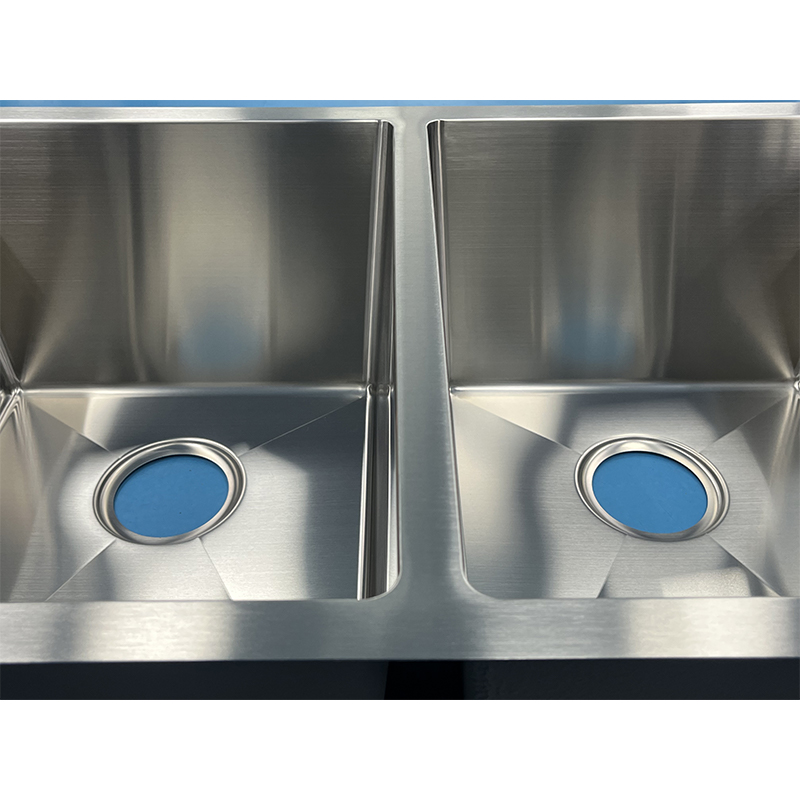
Конструкция двойной врезной мойки: эргономика и функциональность
Двойная мойка — это сложное инженерное решение, требующее точности в распределении пространства. Основная ошибка производителей — неравномерное распределение объема чаш. В качественной модели одна чаша обычно выполняется большей (для мытья крупных кастрюль и противней), а вторая — меньшей (для разморозки продуктов или подготовки овощей). Оптимальное соотношение объемов составляет 60/40 или 70/30.
Глубина чаши также имеет критическое значение. Стандартная глубина составляет 180–200 мм. Увеличение глубины до 220 мм повышает удобство использования, но требует усиления конструкции дна, чтобы избежать прогиба под весом воды и посуды. Производители, такие как ООО «Фошань Хуго Кухонная утварь», используют технологию лазерной сварки и шлифовки швов, что позволяет создавать монолитные конструкции без видимых стыков. Это не только улучшает эстетику, но и устраняет места скопления бактерий, что особенно важно для сертификации по санитарным нормам.
При проектировании двойной мойки необходимо учитывать расположение сливных отверстий. Симметричное расположение упрощает монтаж сифона, но асимметричное (смещенное к задней стенке) освобождает больше места под раковиной для систем фильтрации воды или мусороизмельчителей. Мы советуем предлагать клиентам оба варианта, так как тренд на установку фильтров обратного осмоса в 2025 году охватил более 40% новых кухонных гарнитуров в Европе и СНГ.
Поверхностная обработка и защита от шума
Внешний вид мойки определяется типом финишной обработки. Наиболее распространены три вида: зеркальная полировка, сатин (матовая поверхность) и текстурированное покрытие (лен, шагрень). Зеркальная полировка выглядит эффектно, но требует постоянного ухода и быстро покрывается микроцарапинами. Сатинированная поверхность скрывает мелкие дефекты и легче моется, поэтому она является предпочтительным выбором для 80% наших клиентов.
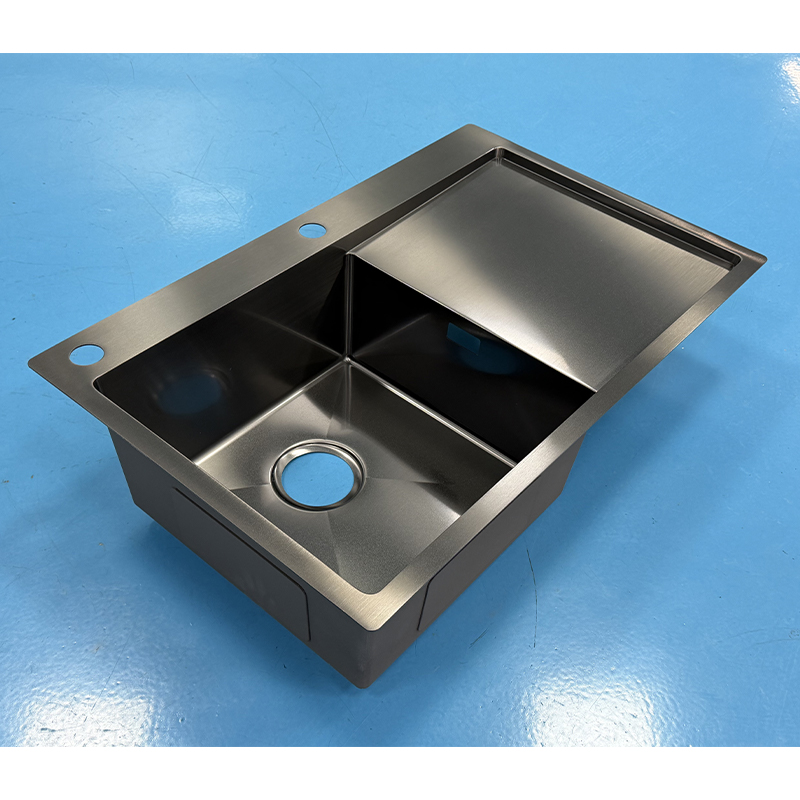
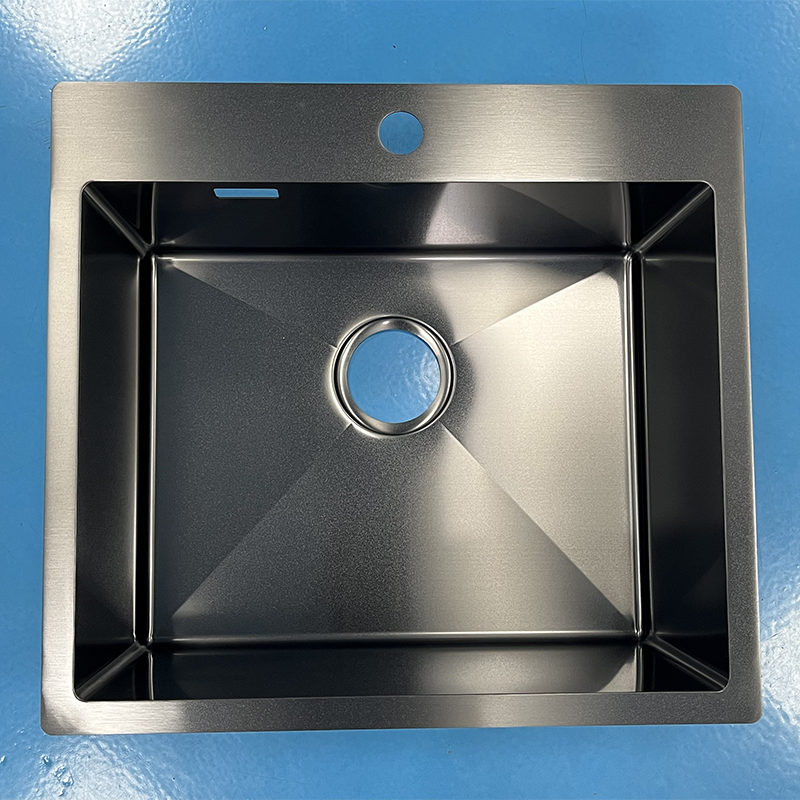
Текстурированные покрытия, имитирующие камень или лен, становятся новым стандартом в борьбе с царапинами. Они создаются путем пескоструйной обработки или нанесения специального PVD-слоя. PVD-покрытие (Physical Vapor Deposition) позволяет окрашивать мойки в черный, золотой или розовый цвет без ущерба для прочности. Важно понимать, что дешевые аналоги PVD, нанесенные методом покраски, облезают через полгода. Качественное PVD-покрытие интегрируется в структуру металла на молекулярном уровне.
Шумоизоляция — еще один аспект, который часто игнорируется бюджетными заводами. Качественная мойка должна быть покрыта снизу толстым слоем каучукового напыления и оснащена демпфирующими накладками в местах крепления к столешнице. Это снижает уровень шума от потока воды на 40–50%. Отсутствие такой защиты приводит к тому, что звук ударяющейся струи передается на всю кухонную мебель, создавая дискомфорт. Проверить наличие шумоизоляции можно простым постукиванием по дну перевернутой мойки: звук должен быть глухим, а не звонким.
Сравнение технологий производства: штамповка vs ручная работа
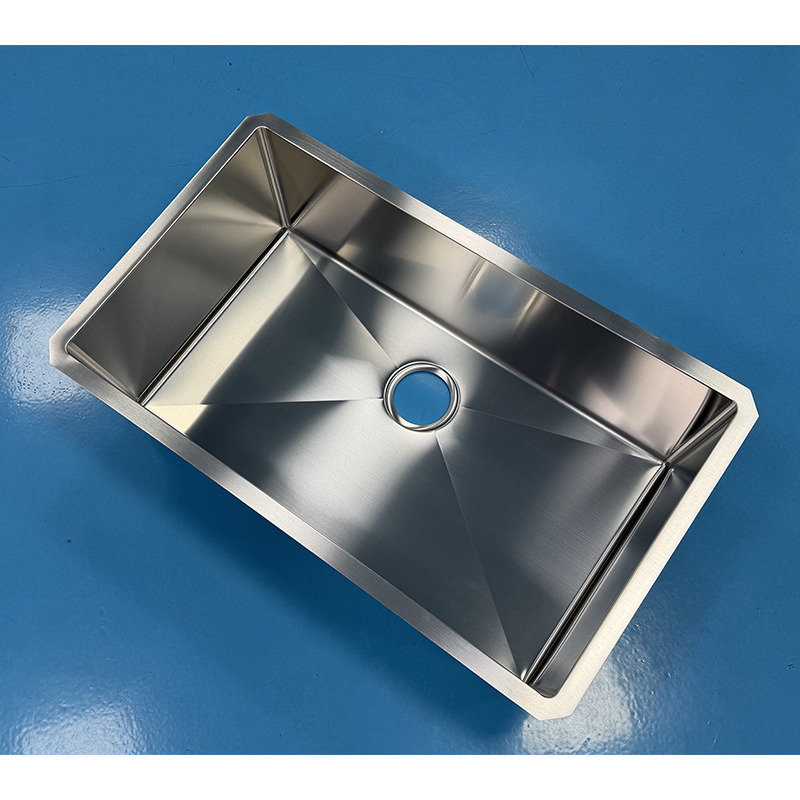
Выбор между штампованными и сварными мойками зависит от позиционирования вашего бренда. Штамповка позволяет производить большие объемы продукции с низкой себестоимостью, но ограничивает дизайн радиусами закругления углов (обычно R10–R20). Ручная сварка (handmade) позволяет создавать мойки с прямыми углами (R0–R5), что увеличивает полезный объем чаши и придает изделию современный индустриальный вид.
| Параметр | Штампованная мойка | Мойка ручной работы (Handmade) |
|---|---|---|
| Толщина стали | 0,8 – 1,0 мм | 1,2 – 1,5 мм |
| Радиус углов | R10 – R20 (закругленные) | R0 – R5 (прямые углы) |
| Шумоизоляция | Базовая (напыление) | Усиленная (накладки + напыление) |
| Себестоимость | Низкая | Высокая (+30–50%) |
| Целевой сегмент | Масс-маркет, застройщики | Премиум, дизайнерские кухни |
Для дистрибьюторов, работающих в среднем ценовом сегменте, оптимальной стратегией является комбинированный подход. ООО «Фошань Хуго Кухонная утварь» предлагает обе технологии, позволяя комплектуют ассортимент под разные каналы сбыта. Штампование подходит для акций и базовых линеек, тогда как ручная работа формирует имидж бренда и обеспечивает высокую маржинальность. Важно помнить, что сварные мойки требуют более тщательного контроля качества швов, так как именно там чаще всего возникают протечки при нарушении технологии.
Логистика и контроль качества при импорте
Импорт сантехники из Китая сопряжен с рисками повреждения груза. Нержавеющая сталь, несмотря на прочность, чувствительна к ударам и царапинам при транспортировке. Каждая мойка должна быть упакована в индивидуальную коробку из пятислойного гофрокартона с пенопластовыми вкладышами, повторяющими контур изделия. Использование общей упаковки для нескольких моек без жестких разделителей недопустимо — это гарантированно приведет к браку.
Перед отправкой партии необходимо проводить инспекцию. Мы рекомендуем проверять не менее 10% случайных единиц из каждой партии на соответствие размерам (допуск ±1–2 мм) и качество полировки. Особое внимание следует уделить комплектуации: наличие всех крепежных элементов, шаблонов для выреза в столешнице и инструкций на языке страны назначения. Отсутствие шаблона — частая причина негативных отзывов от монтажников, которые вынуждены тратить лишнее время на разметку.
Сертификация продукции для рынков ЕАЭС и Европы требует наличия документов соответствия. Для России и стран СНГ обязательна декларация соответствия ГОСТ, подтверждающая безопасность материалов, контактирующих с пищей. Для Европы необходимы сертификаты CE и тесты на содержание тяжелых металлов. Работая с опытными OEM-производителями, вы получаете готовый пакет документов, что ускоряет таможенную очистку и вывод товара на полки.
Часто задаваемые вопросы
Какая толщина нержавеющей стали считается оптимальной для врезной мойки?
Оптимальная толщина зависит от типа конструкции. Для штампованных моек стандартом является 0,9–1,0 мм. Для моек ручной работы (handmade) стандартом качества считается 1,2–1,5 мм. Использование стали тоньше 0,8 мм не рекомендуется, так как такая мойка будет сильно шуметь и может деформироваться под тяжестью горячей посуды.
В чем разница между AISI 304 и AISI 201?
AISI 304 содержит никель, который обеспечивает высокую коррозионную стойкость и долговечность блеска. AISI 201 не содержит никеля (или содержит его минимум), заменяя его марганцем. AISI 201 дешевле, но со временем может тускнеть и подвержена коррозии в местах повреждений. Для долгосрочных проектов всегда выбирайте AISI 304.
Можно ли заказать мойку с нестандартными размерами?
Да, современные OEM-производители, такие как ООО «Фошань Хуго Кухонная утварь», предлагают услуги кастомизации. Вы можете изменить глубину чаши, расположение сливного отверстия или добавить дополнительные аксессуары (коландеры, доски для нарезки). Однако для нестандартных заказов обычно устанавливается более высокий минимальный объем партии (MOQ).
Как проверить качество шумоизоляции мойки?
Переверните мойку и осмотрите нижнюю часть. Она должна быть покрыта сплошным слоем каучукового напыления без пропусков. Также должны присутствовать резиновые или битумные демпфирующие пластины в центре дна и на боковых стенках. Постучите по дну: звук должен быть коротким и глухим. Звонкий звук указывает на отсутствие эффективной шумоизоляции.
Инвестиции в качественный продукт окупаются снижением количества возвратов и ростом лояльности клиентов. Понимание технических деталей позволяет вам говорить с покупателями на одном языке и обосновывать ценность вашего предложения. Если вы ищете надежного партнера для поставки высококачественных врезных моек из нержавеющей стали, важно выбирать производителя с прозрачной историей и возможностью аудита производства.
Свяжитесь с нами сегодня, чтобы получить каталог моделей и обсудить условия сотрудничества для вашего региона.